- Каталог
- Измерители-регуляторы
- Приборы контроля и управления
- Программируемые реле
- Программируемые логические контроллеры
- Сенсорные панельные контроллеры
- Панели оператора
- Модули ввода/вывода
- Устройства связи
- Приводная техника
- Блоки питания и устройства коммутации
- Датчики
- Программное обеспечение
- Архив продукции
- Измерители-регуляторы
- Приборы контроля и управления
- Программируемые реле
- Программируемые логические контроллеры
- Сенсорные панельные контроллеры
- Панели оператора
- Модули ввода/вывода
- Устройства связи
- Приводная техника
- Блоки питания и устройства коммутации
- Датчики
- Программное обеспечение
- Электротехническое оборудование Meyertec
- Электротехническое оборудование Meyertec
- О компании
- OwenCloud
- Отраслевые решения
- Контрактное производство
- Электротехническая лаборатория
- Партнеры
- Сертифицированные системные интеграторы
- ФЛП Знайдюк В. Г.
- ФЛП Чикишев П. С.
- Компания «Интеллектуальные технологические решения»
- ЧП «Терфер»
- НПФ «АНТ Электроникс»
- ООО "ТПК "Теплотерм"
- ООО "РАЙЗ ИНЖИНИРИНГ"
- ООО «Электротехмаш»
- ООО «Технологии Энергосистем Украины»
- Днепропетровский инженерно-технический центр «Контакт»
- ООО НПП «Центр Электромеханической Диагностики»
- «ПромАвтоматика Винница»
- Дилеры
- Сертифицированные системные интеграторы
- Поддержка
- Каталог
- Прайс-лист
Автоматизация пропарочных камер ЖБИ
Компания ОВЕН предлагает решение для автоматизации пропарочных камер ЖБИ ямного и напольного типа.
Преимущества решения
- Экономическая эффективность.
Автоматизированное управление подачей пара сокращает расход на 20 % по сравнению с ручным регулированием.
- Простота внедрения.
Простая настройка позволяет ввести систему в эксплуатацию за небольшой промежуток времени (до 1 часа). Внедрение данного решения выполняется слесарем КИПиА без привлечения внешних экспертов и программистов.
- Архивация и уведомления.
Контроль и изменение параметров системы, получение аварийных оповещений в режиме реального времени, просмотр архива событий при помощи облачного сервиса.
- Отсутствие человеческого фактора.
Автоматизация процесса сушки исключает человеческий фактор и снижает брак изделий. Уменьшается занятость обслуживаемого персонала на объекте.
- Техподдержка 24/7.
Бесплатная круглосуточная техническая поддержка клиентов 7 дней в неделю.
Интересуетесь решениями для аналогичных систем?
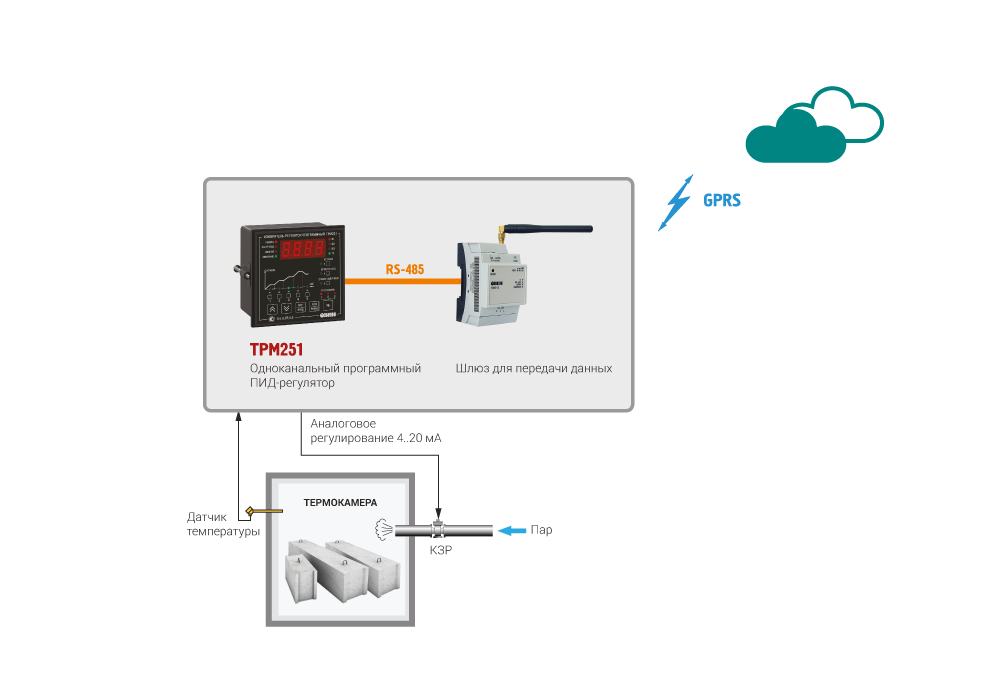
Схема автоматизации
Функции системы
Система обеспечивает:
- поддержание температурного режима в камере согласно графику;
- управление объектом с ПК или мобильного устройства;
- представление параметров системы в виде таблиц и графиков;
- управление паровыми задвижками для регулирования температуры;
- архивирование технологических параметров и ведение журнала аварийных событий через облачный сервис;
- сигнализация и дистанционные уведомления об авариях.
При помощи программы технолога возможно вести процесс пропарки по трем задаваемым температурным графикам. Предложенное решение применяется для автоматизации пропарочных камер как ямного, так и напольного типа.
Пример технологической программы
- Процесс пропарки железобетонных изделий в камерах напольного типа подразумевает загрузку ранее отформованных изделий в камеру.
- Двери камеры закрываются вручную.
- Подача пара по трубе диаметром 50 мм регулируется прибором ТРМ251 посредством регулирующего клапана (КПСР) по сигналу датчика температуры.
Пошаговое регулирование по температурному графику
Управление технологическим процессом производится по программе, состоящей из последовательности шагов.
Система может хранить в памяти 3 программы технолога по 5 шагов в каждой.
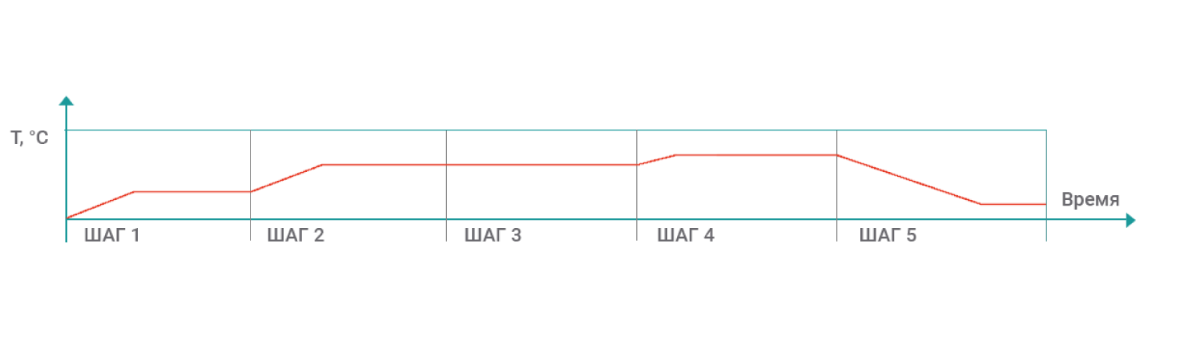
Две стадии шага:
- Нагрев (или охлаждение) до требуемой температуры в течение заданного времени роста.
- Поддержание температуры на уровне уставки в течение заданного времени выдержки.
Этапы тепловлажностной обработки ЖБИ
- Изделия выдерживаются при температуре окружающего воздуха (например, в цехе).
- Подъем температуры с постоянной скоростью.
- Поддержание температуры изотермии.
- Естественное охлаждение.
Значения температуры и времени меняются в зависимости от многих факторов:
- тип изделий (толщина стенок, масса, габариты);
- вид используемых бетонов (подвижные и малоподвижные бетонные смеси, с добавлением хлористого кальция и др.);
- время года.
Цикл пропарки длится от 16 до 20 часов.
Спецификация
| Наименование | Количество |
| Одноканальный программный ПИД-регулятор | 1 |
| Датчик температуры | 1 |
| Кабель для датчика температуры | 10 |
| SCADA-система Owen Process Manager (ОРМ) | 1 |




Обратная связь
