- Каталог
- Вимірювачі-регулятори
- Пристрої контролю та керування
- Програмовані реле
- Програмовані логічні контролери
- Сенсорні панельні контролери
- Панелі оператора
- Модулі вводу/виводу
- Пристрої зв'язку
- Привідна техніка
- Блоки живлення та пристрої комутації
- Датчики
- Програмне забезпечення
- Архів продукції
- Електротехнічне обладнання Meyertec
- Про компанію
- OwenCloud
- Галузеві рішення
- Контрактне виробництво
- Електротехнічна лабораторія
- Партнери
- Сертифіковані системні інтегратори
- ФОП Знайдюк В.Г.
- ФОП Чікішев П. С.
- Інтелектуальні технологічні рішення
- ПП «Терфер»
- НВФ «АНТ Электронікс»
- ТОВ "ТПК "Теплотерм"
- ТОВ «РАЙЗ ІНЖИНІРИНГ»
- ТОВ «Електротехмаш»
- ТОВ «Технології Енергосистем України»
- Дніпропетровський інженерно-технічний центр «Контакт»
- ТОВ НПП «Центр Електромеханічної Діагностики»
- «ПромАвтоматика Вінниця»
- Дилери
- Сертифіковані системні інтегратори
- Підтримка
- Каталог
- Прайс-лист
Автоматизація верстата поперечного різання рулонного металу
Верстати поперечного різання листового металу широко використовуються під час виробництва різних покрівельних покриттів, листкових будматеріалів і заготовок для штампувального виробництва різноманітної продукції.
Незважаючи на тенденцію до повсюдної автоматизації виробництва, більшість металообробних та машинобудівних підприємств все ще використовують верстати поперечної різання з ручним приводом або напівавтоматичні лінії з електромеханічними приводами, які не можуть забезпечити необхідну точність і високу швидкість різання металу, а також вимагають участі в роботі верстата мінімум двох операторів.
Для автоматизації верстата поперечного різання листового металу пропонуємо використовувати систему на основі програмованого логічного контролера ПЛК110.
Переваги рішення
- Якість продукції.
Кількість браку знижується завдяки зменшенню впливу людського фактора і підвищенню точності різання. Похибка не більше 1 мм.
- Зростання продуктивності верстата в 2 рази.
Після автоматизації всі виробничі операції здійснюються швидше.
- Вибір програми з пам'яті системи.
Програми різання зберігаються в пам'яті системи і вибираються з панелі оператора.
- Архівація даних.
Архівація ведеться в пам'яті ПЛК і в хмарному сервісі, який дозволяє контролювати і змінювати параметри системи, отримувати аварійні сповіщення в режимі реального часу, переглядати архів подій.
- Доступність налаштування системи.
Програмування ПЛК110 здійснюється в середовищі CODESYS. Надаються готові алгоритми і бібліотеки.
- Модернізацію верстата різання металу можна здійснити без внесення конструктивних змін.
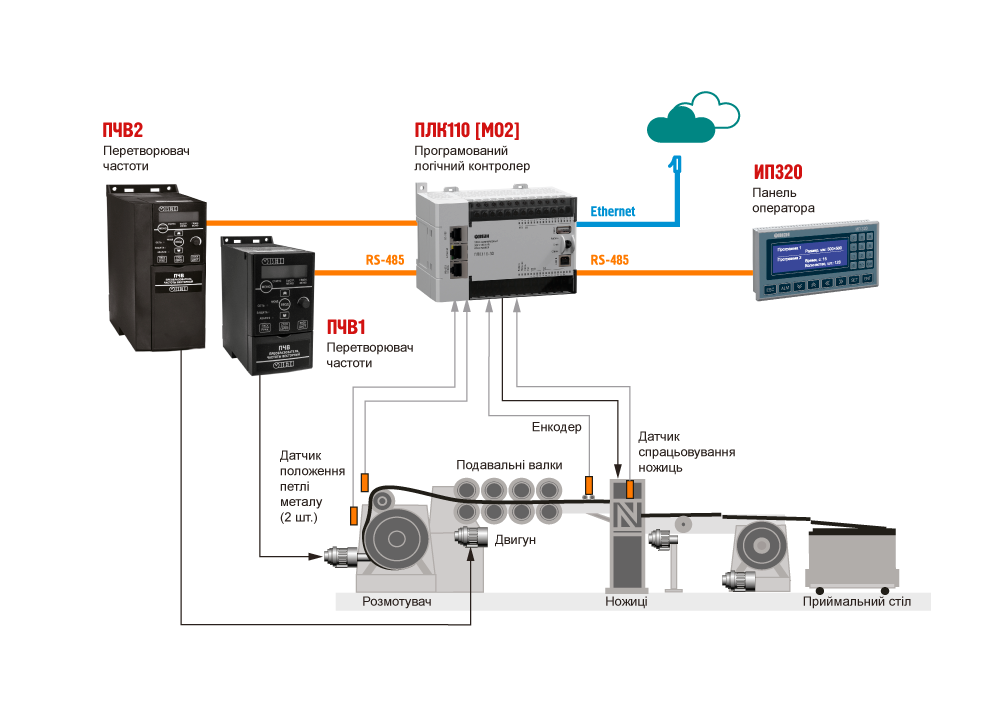
Опис автоматизованого процесу
Верстат поперечного різання рулонного металу складається з розмотувача, подавального пристрою (тягнучі валки) і відрізного механізму-гільйотинних ножиць.
Перетворювач ПЧВ1 запускає і зупиняє розмотувач за спрацьовуванням двох безконтактних індуктивних датчиків, що підімкнені до контролера ПЛК110 [М02].
Метал заводять в тягнучі валки, які підводять його до відрізного механізму. Тягнучими валками керує частотний перетворювач ПЧВ2, який запускає і зупиняє валки за сигналом з ПЛК110 [М02].
Для зупинки подавальних валків і увімкнення відрізного механізму ПЛК110 [М02] передає керівний вплив на ПЧВ2 за сигналом з енкодера про досягнення потрібної довжини листа, що відрізається.
Спрацювання різального елемента фіксує безконтактний датчик, який подає на ПЛК110 [М02] сигнал запуску нового циклу відрізання.
На панелі ИП320 оператор задає необхідну кількість листів і довжину відрізання металу.
Функції системи
Система забезпечує:
- Автоматичне керування процесом різання листового металу.
- Автоматичний і ручний режим роботи.
- Відображення параметрів заданої програми різання на панелі оператора.
- Підрахунок часу наробітку верстата і кількості виготовленої продукції.
- Віддалений контроль роботи верстата в режимі реального часу через хмарний сервіс.
- Підвищення енергоефективності верстата завдяки використанню частотно-регульованого приводу.
Зацікавлені в подібних рішеннях?
Схема автоматизації
Специфікація
| Найменування | Кількість |
| Програмований логічний контроллер | 1 шт. |
| Графічна монохромна панель оператора | 1 шт. |
| Блок живлення для панелі оператора | 1 шт. |
| Перетворювач частоти | 2 шт. |
| Локальна панель оператора для перетворювача частоти | 2 шт. |




Від 7 416.00 грн
(залежить від модифікації)

Зворотній зв'язок
